

Cleanroom for Semiconductor Manufacturing
Arizona – 24/11/2023
How MECART delivered a dual-purpose custom cleanroom for semiconductor manufacturing and R&D activities to help our client deliver quality products and contribute to the technological landscape via their findings.
This case study explores the solutions MECART engineered to create a 10,000 sqft cleanroom facility segmented into 5 spaces – combining innovation with practicality to serve the client’s unique demands.
Location:
Arizona
Industry:
Semiconductor
Application:
R&D and Semiconductor Manufacturing
Size:
10 000 sqft
Cleanroom Class:
Class 10 000 / ISO 7
The Semiconductor Research & Development Cleanroom
The customer’s primary requirement is to achieve a Class 10,000 cleanroom cleanliness level to comply with federal 209E standards. The challenge lay in effectively utilizing the 3,700 sqft space while consistently maintaining these stringent standards daily.
Dual-Purpose Cleanroom Environment
The cleanroom of the client is designed to serve two distinct purposes. MECART tackled this challenge by designing one of the walls to feature an extensive array of large windows, stretching across its entire length. This feature transformed the space into a versatile setting that serves both as a process development cleanroom and a sophisticated showroom.
This strategic design allows clients and potential investors to observe the R&D process firsthand, enhancing transparency and engagement – all while never having to enter the cleanroom and abide by complex gowning procedures.
Custom-Built Oversize Doors and Different Ceiling Heights
Simultaneously, MECART’s engineering team addresses the client’s concerns regarding the frequent entry and exit of large equipment through conventional doors by manufacturing custom 120″ high by 82″ wide double swing doors.
The ceiling in this cleanroom was raised by two feet to accommodate the larger equipment. As a result, the ceiling height was increased from 9½ feet to 11½ feet, creating two different ceiling heights within the facility.
These solutions seamlessly integrate with the project’s design guidelines, prioritizing maintenance simplicity, operational optimization, and adherence to ISO 7 cleanroom parameters.
The Semiconductor Manufacturing Cleanroom
The adjacent space to the R&D area is a dedicated cleanroom for semiconductor manufacturing, which also meets the ISO 7 cleanroom standards. The 4,500 sqft semiconductor cleanroom is optimized for microdevices manufacturing.
Because this cleanroom environment houses smaller-sized equipment, MECART devised a cost-efficient strategy to restore the ceiling height to a standard 9½ feet to lower initial construction costs.
By reducing the ceiling height in the cleanroom for semiconductor manufacturing, MECART reduces the volume of air required to be filtered and treated by the HVAC system, ultimately enhancing the cost-effectiveness of the operational processes within the space.
Maintenance Corridor with Custom Apertures
The maintenance corridor is a background zone with an ISO 8 cleanroom classification that covers over 1,000 sqft.
The shared corridor provides access to both the cleanroom for semiconductor manufacturing and the R&D cleanroom, with custom openings integrated into the adjoining wall panels to facilitate equipment feeds (mechanical, electrical, and plumbing).
The openings facilitate maintenance tasks without disrupting cleanroom operations.
Other Key Highlights of the Semiconductor Cleanroom
- Ballroom-inspired design that complies with semiconductor cleanroom requirements
- Raised floor with dual-height air returns
- Customized HVAC system with multiple AHUs
- Self-supporting modular cleanroom structure completely independent of the building’s framework



Custom Design for Semiconductor Fab Clean Room
MECART specializes in providing bespoke cleanrooms that can be adapted to varied surroundings, whether they are in a new building or an older facility that was not originally meant to receive cleanroom environments.
With the assistance of MECART, the customer successfully transformed their vision into a tangible reality. They were able to convert an old data center into a cutting-edge semiconductor fab clean room facility.
MECART designed and delivered a ballroom-inspired layout out of custom 13-foot-high modular cleanroom panels.
Half of the panels feature a low-wall air return vent located at ground level, while the remaining panels have their air return vents situated beneath the raised floor, providing for effective air and particle removal in critical zones.
This semiconductor fab clean room‘s design includes numerous other elements that were tailor-made for the customer, such as the clean room’s raised floor and the HVAC system, amongst other things.
Clean Room Raised Floor for the Semiconductor Industry


MECART integrated a raised floor into the customer’s cleanroom, as is customary in the semiconductor industry. The design of the client’s semiconductor fabrication facility includes a 2-foot-high raised flooring system in the cleanroom, which serves multiple purposes.
Maximizing Cleanroom Floor Space & Supplying Essential Utilities
It houses essential utilities beneath the floor, facilitating the provision of substantial volumes of water and gas crucial for the equipment and processes. This arrangement ensures the efficient functioning of these systems and eliminates the need for overhead beams or pipes.
Optimizing Airflows & Safeguarding the Product
Moreover, this raised floor design plays a vital role in optimizing airflow within the cleanroom. The particles are pushed beneath the raised floor by the laminar airflow and then efficiently evacuated by low-wall air return systems built into MECART’s cleanroom wall panels.
This feature is key to maintaining a contaminant-free environment, as it effectively removes particles at their source, thereby protecting the integrity of production processes within the semiconductor fabrication cleanroom.
Like Modular Cleanrooms, Raised Floors Offer Flexibility
The clean room raised floor facilitates convenient modifications and reconfigurations to adapt to new equipment or workflow changes, without requiring significant structural alterations. A raised floor also allows flexible maintenance operations without disturbing cleanroom activity.
Custom HVAC System to Lower Operational Costs
Chilled Water HVAC System
MECART’s heating, ventilation, and air conditioning specialist built a custom chilled water HVAC system that will draw air from the hot, dry air of Arizona’s arid desert region.
MECART provided dedicated air handling units (AHUs) of a total of 62,000 cfm atop both the cleanroom for semiconductor manufacturing and the R&D room to achieve the customer’s requested 71°F temperature and 42% relative humidity.
These AHUs have also been designed to bring enough outdoor air to compensate for the 13,600 cfm of exhaust required by the client’s equipment. A custom design has been provided with multiple small AHUs in parallel instead of bigger ones to respect the short lead time required by the project.
Lowering Operational Expenses and Environmental Footprint
MECART has implemented a cost-saving night mode in their HVAC system, which also helps to lower their environmental footprint.
The night mode keeps the differential pressures between rooms with lower ventilation rates (lower ACH) when the cleanroom is at rest, lowering their HVAC energy bill.
To understand how many cubic feet of air flows per minute is needed for a cleanroom project, try our CFM Calculator Tool.


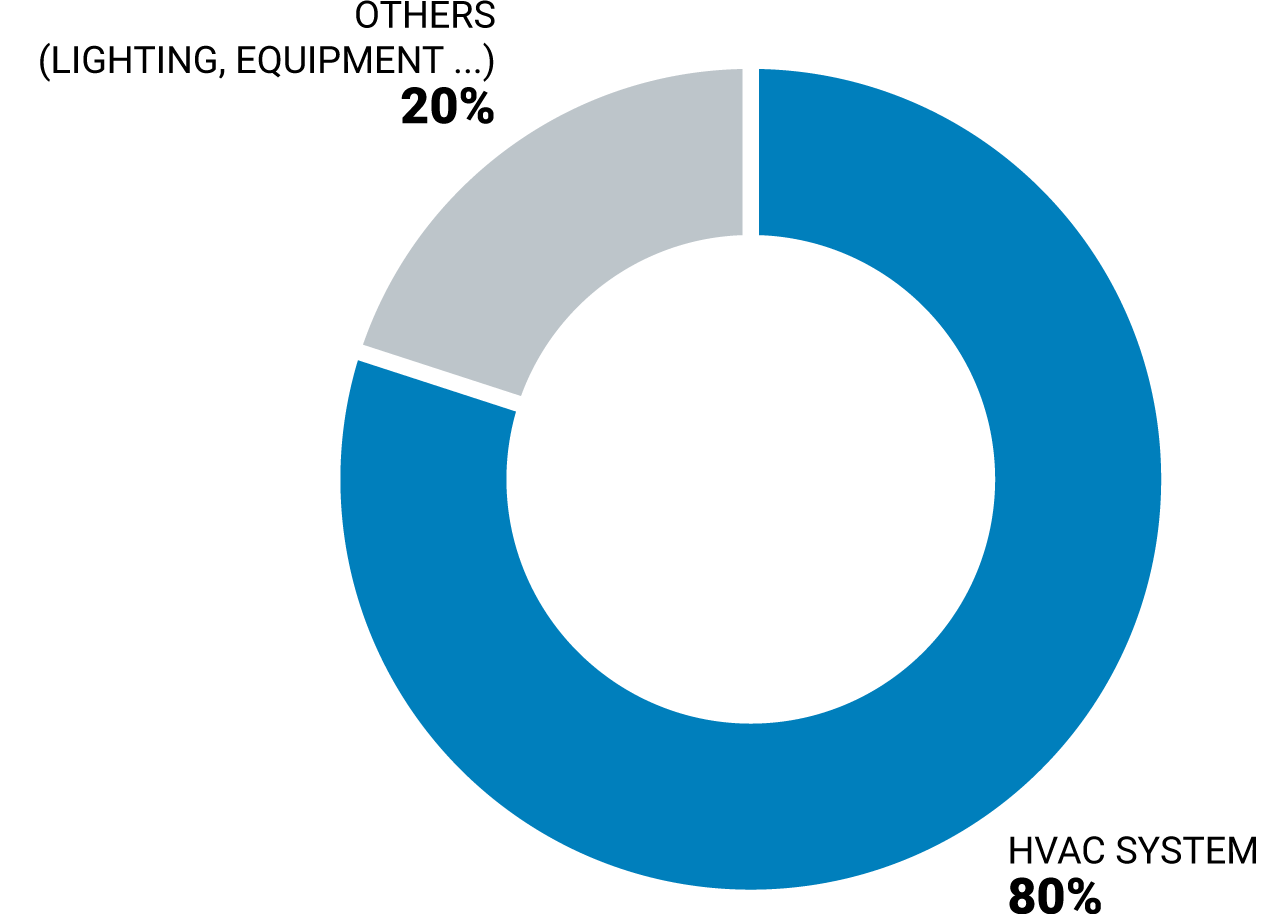
DID YOU KNOW?
Did you know that, on average, the heating, ventilation, and air conditioning (HVAC) system accounts for approximately 80% of the total energy consumption in a cleanroom?
There are ways to lower these expenses. Find out from the MECART specialists what measures can be taken to reduce these expenses.
For inquiries regarding a cleanroom for semiconductor manufacturing or any semiconductor cleanroom project, please request a quote or contact us.